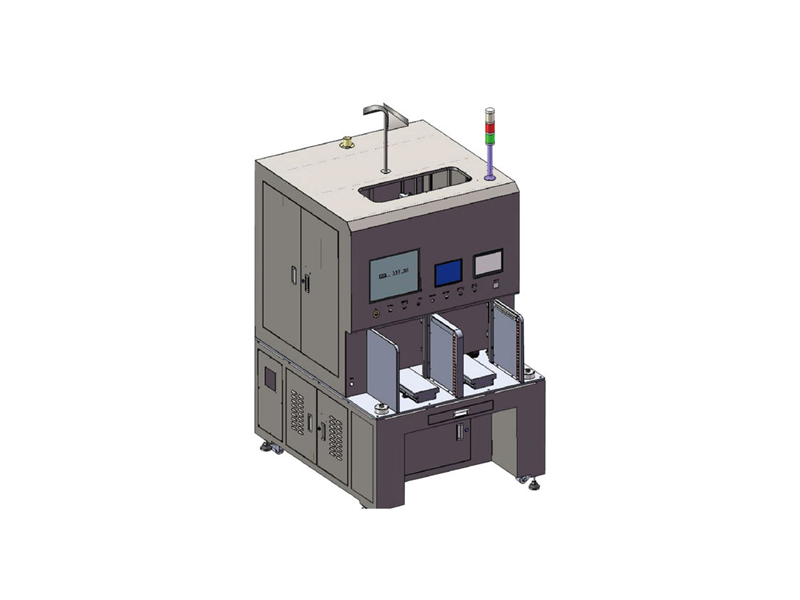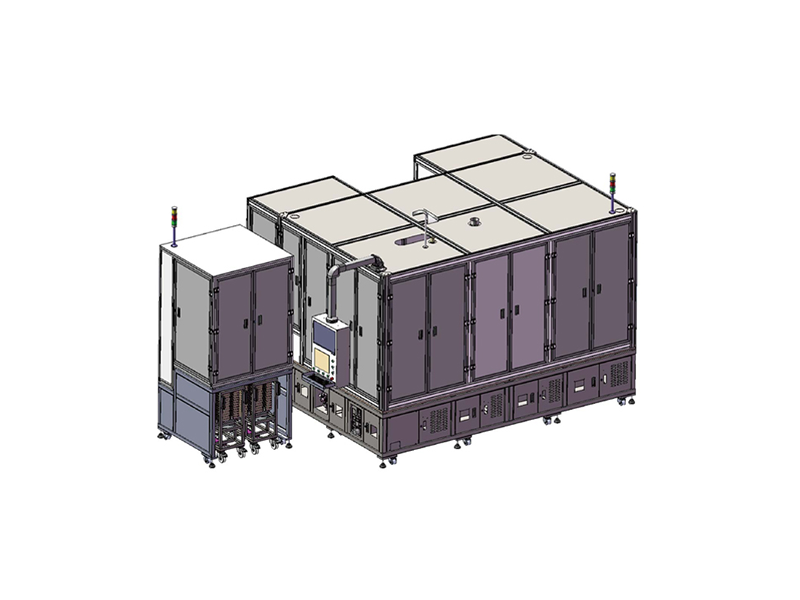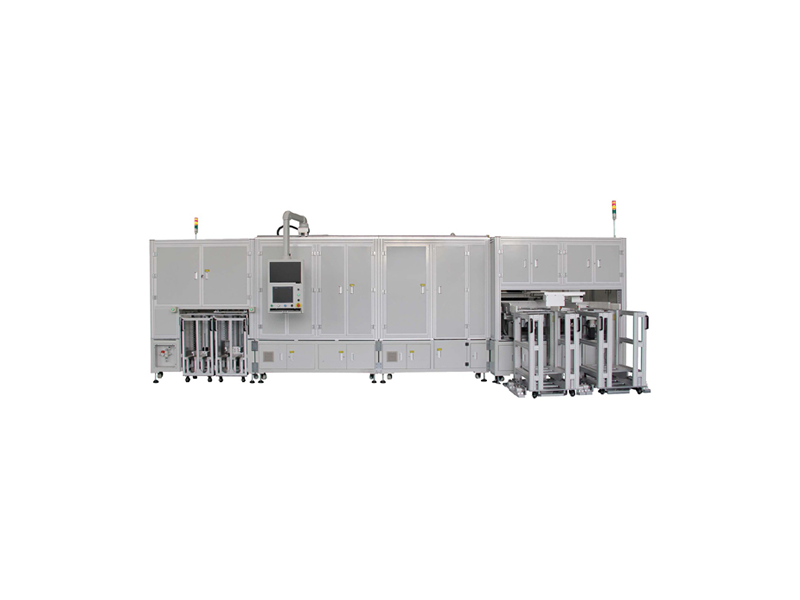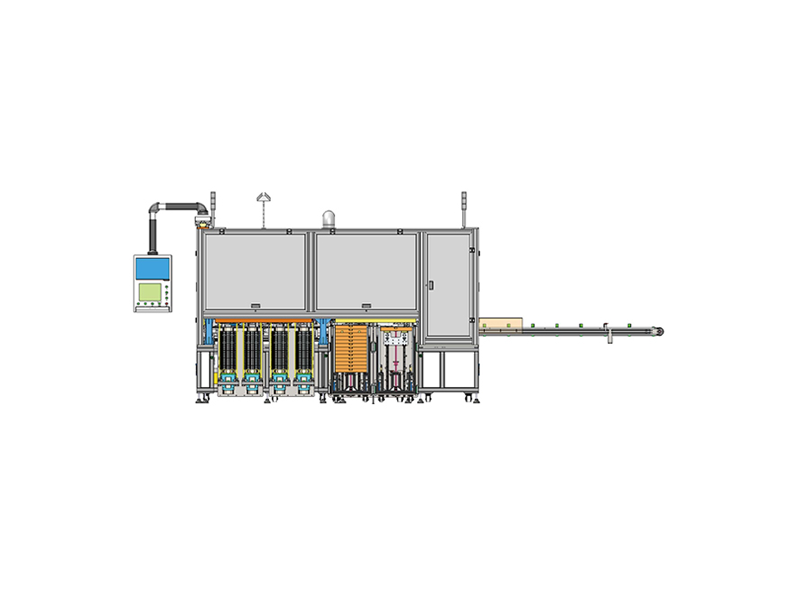
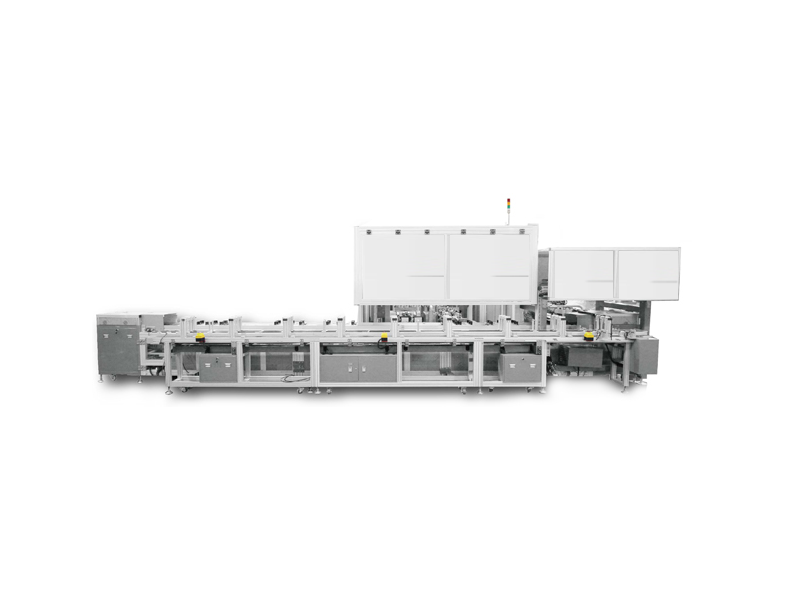
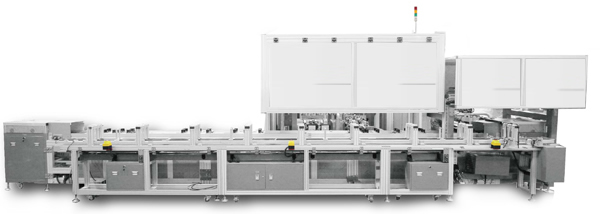
本方案为动力电池顶盖封口焊接自动线,采用3000W连续激光器,直线式双工站四工位的布局,自动上下料,极柱保护焊接,自动辊压翻边量,自动轮刷清洁,流水线夹具回流循环,同时对四个动力电池工作的圈自动高速焊接模式,生产效率达到12PPM。
自动扫码,识别来料;
四电池夹具工作,流水线托盘回流循环;
机器人上下料同时取放四个动力电池;
直线电机分离式三轴平台自动焊接,焊接速度快,定位精确,重量轻化;
极柱注液口全保护方式焊接;
焊后自动辊压翻边量,辊压平整,自适应翻边量角度;
辊压后的轮刷清洁,吸取残留粉尘;
焊接头除尘机构吸取负荷空气的力学,高速涡流方式;
总功率:≤40KW
总产能:≥12PPM
配置电源:AC380V±10% 50Hz
压缩空气:压力≥0.5MPa 流量>400L/min
氮气:30~40L/min
设备重量:约8吨
主机台外形尺寸(长*宽*高):3800×2500×2400(mm)
设备故障率:<2%
设备优率:合格率≥99.8%
设备稼动率:≥98%