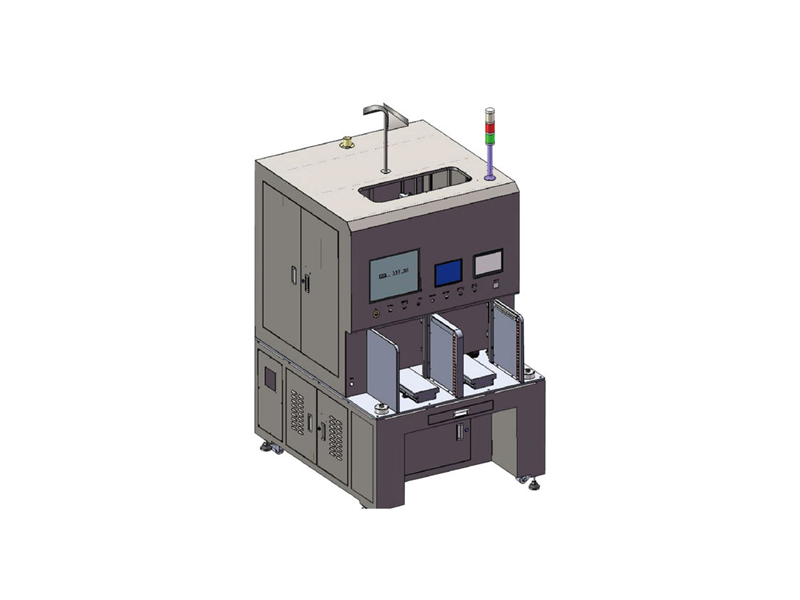
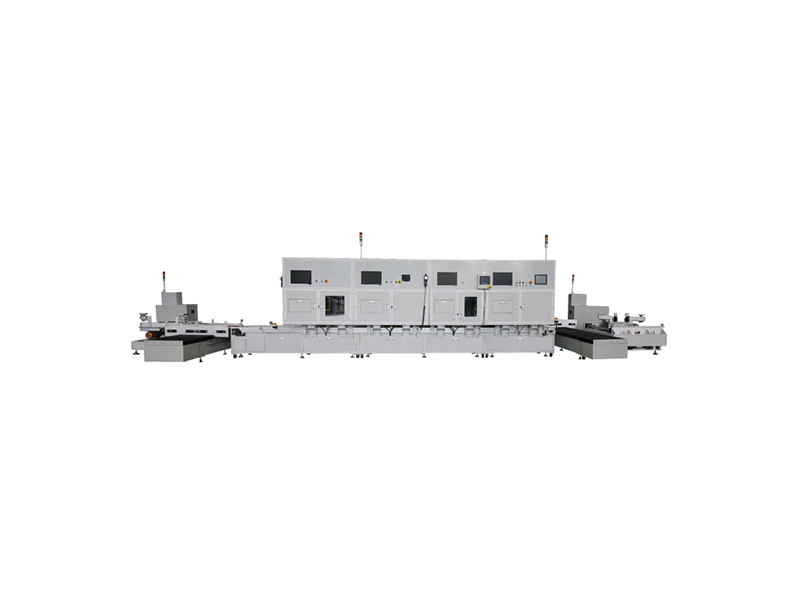

本方案为动力电池的密封栓焊接自动线。采用1000W连续激光器,直线导轨组成多工位的循环线的布局,自动上下料,20W激光清洁,自动上密封钉,自动高速焊接的全自动工作模式。生产效率达到18PPM。
自动扫码,识别来料;
20W激光器自动清洁注液孔;
高精度CCD检测定位,实现快速,精确定位;
密封钉由振动盘自动分料,机器人上料;
直线电机组成三轴平台实现自动焊接,焊接速度快,定位精确;
焊后CCD检测不良;
流水线自动来料,下料;
配套设计的除尘机构,符合空气动力学,产生高速涡流,除尘效果更好;
总功率:≤40KW
总产能:≥18PPM
配置电源:AC380V±10% 50Hz
压缩空气:压力≥0.5MPa 流量>350L/min
氮气:20~30L/min
设备重量:约8吨
主机台外形尺寸(长*宽*高):9600×4600×2100(mm)
设备故障率:<2%
设备产品良率:≥99.8%
设备稼动率:≥99%
设备CPK:≥1.33